


Dźwignia #4 – operacje 30, 40 i 50 – frezowanie kształtowe
— 30 maja 2020Poprzedni wpis: Dźwignia #3 – operacja 20 – obróbka otworów.
Operacje 30, 40 i 40 w omawianym procesie technologicznym dźwigni to frezowanie frezem kształtowym powierzchni jak na ilustracji 1-3. Frezowanie kształtowe należy rozpatrywać na dwa odmienne sposoby. Pierwszy sięga do przeszłości i dominacji obrabiarek konwencjonalnych. Wówczas frezowanie powierzchni kształtowych na frezarkach poziomych i pionowych było realizowane poprzez frezowanie swobodne i profilowe. Frezowanie swobodne polega na ręcznym przesuwie stołu frezarki względem frezu z możliwością użycia stołu obrotowego. Jak łatwo się domyślić, tego typu frezowanie cechowało się brakiem powtarzalności. W przypadku frezowanie profilowego stosuje się specjalnie wykonane frezy kształtowe oraz zespoły frezów. W dobie frezarskich centrów obróbkowych CNC frezowanie kształtowe rozumiane klasycznie zostało znacząco zmarginalizowane.
Ilustracja 1. Szkic technologiczny do operacji 30 procesu technologicznego wybranej dźwigni.

Ilustracja 2. Szkic technologiczny do operacji 40 procesu technologicznego wybranej dźwigni.

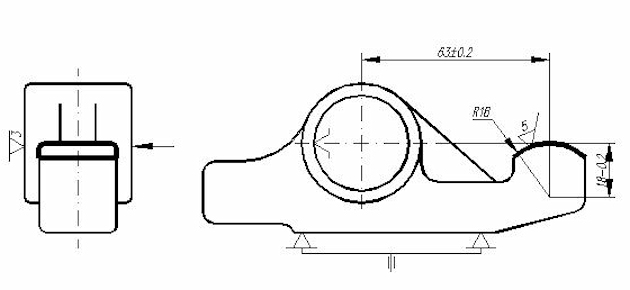
Ilustracja 3. Szkic technologiczny do operacji 50 procesu technologicznego wybranej dźwigni.
Frezowanie kształtowe
Na ilustracji 4 pokazano przykłady frezów kształtowych, których zarys odpowiada zarysowi obrabianej powierzchni. Frezy te w zależności od kształtu i żądanej dokładności zarysu projektowane i wykonywane są jako zataczane lub ścinowe. W przypadku frezów kształtowych o kącie natarcia równym 0° ich praca jest na tyle ciężka, że stosuje się obróbkę zgrubną i wykańczającą.

Ilustracja 4. Przykładu frezowania kształtowego z użyciem frezów kształtowych i zespołu frezów: a.) i b.) frezowanie rowków frezami kształtowymi ścinowymi; c.) frezowanie frezem kształtowym zataczanym; d.) frezowanie powierzchni zespołem trzech frezów (frez składany).
Frezy ścinowe w porównaniu do frezów zataczanych zmieniają swój zarys po każdym ostrzeniu co ogranicza ekonomiczne uzasadnienie ich regeneracji. Zaletą frezów zataczanych jest odwzorowywanie tego samego zarysu pomimo wielokrotnego ostrzenia. Tego typu frezy sprawdzają się tam gdzie mamy do czynienia ze złożonym przebiegiem zarysu oraz produkcją seryjną.
Upowszechnienie się frezarskich centrów obrókowych CNC trój i pięcio osiowych znacząco zmieniło frezowanie kształtowe. Na próżno dziś można takie pojęcie odnaleźć w materiałach renomowanych producentów narzędzi skrawających. Pomimo tego obróbka kształtowa nadal jest obecna i w niektórych przypadkach trudna do zastąpienia (np. rowki, koła zębate o zębach prostych).
Frezowanie profilowe obejmuje obróbkę w wielu osiach kształtów wklęsłych i wypukłych w dwóch oraz trzech wymiarach. Zaleca się by proces technologiczny przy frezowaniu profilowym obejmował obróbkę zgrubną (półzgrubną), półwykańczającą (kształtującą) i obróbkę wykańczającą. Operację z obróbką wykańczającą należy przeprowadzać na 4 lub 5 osiowym centrum frezarskim co w połączeniu z zaawansowanym oprogramowaniem CAM i CNC umożliwia znaczne ograniczenie lub wręcz wyeliminowanie czasochłonnych ręcznych prac wykańczających.
Złożoność zagadnień projektowania zarysów ostrzy frezów kształtowych w obrabiarkach CNC zastąpiono złożeniem kinematyki względnego ruchu narzędzia względem przedmiotu obrabianego we wszystkich osiach jednocześnie. Jako narzędzia wykorzystuje się frezy kuliste, toroidalne, w tym z zaokrąglonymi narożami.
Operacja 30
Operacja 30 w analizowanym procesie technologicznym polega na wykonanie powierzchni stanowiącej fragment cylindra. Do realizacji tej obróbki wybrano frezowanie kształtowe. Na ilustracji 1 zamieszczono szkic technologiczny dla 30 operacji. Zwróćmy uwagę, że do ustalenia przedmiotu w dalszym ciągu wykorzystujemy surowe powierzchnie z odkuwki. Wykorzystanie kołka pełnego w otworze głównym dźwigni oraz regulowanej podpory zapewnia nam tzw. ustalenie kątowe. Nie mamy innej możliwości niż ponownie wykorzystać powierzchnie nieobrobione.
| Tabela 1. | ||||||||
| Opis zabiegu technologicznego: | D;B [mm] | l [mm] | i | vc [m/min] | n [obr/min] | f [mm/ostrze] | ap [mm] | |
| 1 | Frezować kształtowo | 120 | 44 | 1 | 42 | 112 | 0,8 | 3 |
| Frezowanie profilowe frezem z czołem kulistym na obrabiarce CNC. | ||||||||
| 1 | Frezować profilowo | 21 | 1 | 316 | 4770 | 0,679 | 3 | |
W przypadku frezowania profilowego przewidywany czas obróbki wynosi w przybliżeniu 6 sek. Trwałość narzędzia przewidywana jest na około 450 szt.
Operacja 40
Operacja 40 polega na frezowaniu ścięć zespołem frezów (ilustracja 2). Współcześnie tego typu obróbkę można przeprowadzić na frezarskim centrum obróbkowym CNC z wykorzystanie stołu uchylno-obrotowego. W tabeli 2 przedstawiono parametry obróbkowe.
| Tabela 2. | ||||||||
| Opis zabiegu technologicznego: | D/B [mm] | l [mm] | i | vc [m/min] | n [obr/min] | f [mm/ostrze] | ap [mm] | |
| 1 | Frezować ścięcia zespołem frezów | Ø120 / 8 | 30 | 1 | 42 | 112 | 1,1 | 4 |
| Frezowanie profilowe frezem czołowym na obrabiarce CNC. | ||||||||
| 1 | Frezować czołowo | Ø38,1 | 30 | 2 | 261 | 1930 | 0,581 | 4 |
W przypadku frezowania z użyciem freza czołowego na frezarskim centrum obróbkowym CNC przewidywany czas obróbki wynosi w przybliżeniu 1,5 sek. Trwałość narzędzia przewidywana jest na około 2210 szt.
Operacja 50
Operacja 50 polega na frezowaniu kształtowym w celu nadania określonego promienia przejścia R4 (ilustracja 3). Współcześnie tego typu obróbkę można przeprowadzić na frezarskim centrum obróbkowym CNC jako frezowanie walcowo-czołowe. W tabeli 3 przedstawiono parametry obróbkowe dla operacji 50.
| Tabela 3. | ||||||||
| Opis zabiegu technologicznego: | D/B [mm] | l [mm] | i | vc [m/min] | n [obr/min] | f [mm/ostrze] | ap [mm] | |
| 1 | Frezować ścięcia zespołem frezów | Ø120 / 24 | 30 | 1 | 46 | 112 | 1,1 | 3 |
| Frezowanie frezem walcowo-czołowym na obrabiarce CNC. | ||||||||
| 1 | Frezować walcowo-czołowo | Ø31,75 | 30 | 1 | 218 | 2200 | 0,124 | 3 |
W przypadku frezowania z użyciem freza czołowo-wacowego na frezarskim centrum obróbkowym CNC przewidywany czas obróbki wynosi w przybliżeniu 3,078 sek. Trwałość narzędzia przewidywana jest na około 944 szt.
Ustalenie i zamocowanie
W operacji 30 w ramach ustalenia kątowego wykorzystywana jest powierzchnia surowa. W przypadku procesów technologicznych z zastosowaniem obrabiarek konwencjonalnych ustalenie kątowe nierzadko wymaga użycia powierzchni surowych. W kolejnych operacjach technologicznych 40 i 50 do ustalenia przedmiotu obrabianego wykorzystano wyłącznie powierzchnie uprzednio obrobione.
Źródła
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- Wiedza i konsultacje – dr inż. Maciej Horczyczak – ZAiOS ITW WIP PW
- Paderewski K., Obrabiarki, WSiP 1993
- Górski E., TECHNOLOGIA. Frezerstwo, WSiP 1993
- Brodowicz W., Skrawanie i narzędzia, WSiP 1995
- Sandvik Coromant – Tool Guide
- Poradnik obróbki skrawaniem, SANDVIK Coromant 2010
Tagged with:
frezowanie frezy kształtowe obróbka kształtująca obróbka otworu obróbka skrawaniem obróbka wykańczająca obróka zgrubna powierzchnie czołowe proces technologiczny przedmiot obrabiany ramowe procesy technologiczne ramowy proces technologiczny części klasy dźwignia rozwiercanie techniki wytwarzania technologia wiercenie
About author
Related Articles
-
-

Szkolenia technologiczne SIMP
10 grudnia 2025 -

Druk 3D a inne techniki wytwarzania
30 listopada 2021 -

Frezarka konwencjonalna pionowa
29 lipca 2021 -

Tokarka uniwersalna, budowa i możliwe obróbki – podstawy
30 kwietnia 2021





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.