


Naddatki obróbkowe – rodzaje i dobór
— 2 stycznia 2016Obróbki ubytkowe oznaczają usunięcie objętości materiału półfabrykatu, czasem 60%, nie rzadko ponad 80%. Naddatki obróbkowe są kluczowe i ich wyznaczenie jest niezbędne. Dobór naddatków obróbkowych zawsze była zagadnieniem niełatwym i wymagającym dokładnej analizy. O ile w przypadku ćwiczeń dydaktycznych dobór naddatków obróbkowych wynika z potrzeby kształtowania i doskonalenia samej umiejętności. Doświadczenie przemysłowe odgrywa istotną praktyczną rolę w podjętym temacie. Każdy aspekt technologicznego przygotowania produkcji ma wpływ na kwestie ekonomiczne, które to z kolei stanowią istotne znaczenie dla podtrzymania konkurencyjności na rynku.
Naddatek całkowity to grubość warstwy skrawanej materiału półfabrykatu, którą należy usunąć by otrzymać finalny stan obrabianej części. Naddatek całkowity definiuje całkowitą grubość warstwy usuwanej w ramach całego procesu technologicznego. Wielkość naddatku całkowitego uzależniona jest od:
- sumarycznej wartości błędów wymiarowo-kształtowych,
- wad powierzchniowych,
- wad podpowierzchniowych.
Powyższe błędy i wady powstają na różnych/wszystkich etapach procesu technologicznego, włączając w to uzyskanie surówki w hucie po kształtowanie półfabrykatu. Minimalna wartość naddatku całkowitego zależy od:
- wartości błędów,
- grubości warstw wadliwych,
- zastosowanych technik wytwarzania,
- uwarunkowań technologicznych (parametry obróbkowe, warunki środowiskowe).
Na ilustracji 1 przedstawiono poglądowy szkic technologiczny przedmiotu z zaznaczonym kształtem finalnym części oraz naddatkami. Naddatek całkowity stanowi różnicę między wymiarami półfabrykatu i wymiarami części finalnej. Naddatki obróbkowe oznaczono na ilustracji 1.
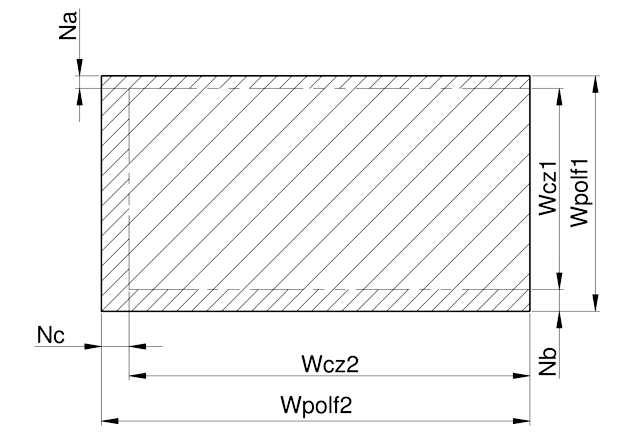
Ilustracja 1. Naddatki obróbkowe: Ca, Cb, Cc. Wymiary części Wcz1 i Wcz2. Wymiary półfabrykatu Wpolf1 i Wpolf2.
W przypadku półfabrykatu tolerancja wymiaru stanowi jednocześnie tolerancję wymiaru naddatku całkowitego oraz naddatku dla pierwszej operacji technologicznej.
Tolerancja naddatku dla pierwszej operacji technologicznej jest przyjmowana jako odchyłka w głąb materiału – ujemna dla wymiarów zewnętrznych i dodatnia dla wymiarów wewnętrznych (otworów).
Jakościowe aspekty obróbek: zgrubnej, kształtującej oraz wykańczającej konstytuują istnienie naddatków operacyjnych, które są określane wyłącznie dla jednej operacji technologicznej, a wartość naddatku operacyjnego jest różnicą wartości wymiarów otrzymywanych w wyniku obróbki w dwóch operacjach, z których jedna poprzedza drugą. Na ilustracji 2 pokazano uogólnioną strukturę naddatku całkowitego jednostronnego.

Ilustracja 2. Uogólniona struktura naddatku całkowitego jednostronnego.
Na ilustracji 2:
- Wpolf – wymiar nominalny półfabrykatu;
- Wzgr – wymiar nominalny dla obróbki zgrubnej;
- Wksz – wymiar nominalny dla obróbki kształtującej;
- Wwyk – wymiar nominalny dla obróbki wykańczającej;
- Twzgr, Twksz, Twwyk – tolerancje wymiarów nominalnych dla obróbek: zgrubnej, kształtującej oraz wykańczającej;
- gzgr, gksz, gwyk – wartości nominalne grubości warstw skrawanych (naddatki obróbkowe) dla poszczególnych obróbek: zgrubnej, kształtującej i wykańczającej.
Całkowity naddatek obróbkowy dla przedmiotu z ilustracji 2 stanowi sumę algebraiczną wartości nominalnych grubości warstw skrawanych gzgr, gksz i gwyk.
Określenie czy naddatek jest jednostronny (niesymetryczny), czy dwustronny (symetryczny) ma szczególne znaczenie przy przedmiotach symetrycznych obrabianych toczeniem.
W takim przypadku naddatek całkowity przy zadeklarowanym naddatku jednostronnym wynosi jego podwojoną wartość (naddatku jednostronnego). W przypadku naddatku dwustronnego wartość naddatku jednostronnego wynosi jego połowę (naddatku dwustronnego).
Wartość nominalnej grubości warstwy skrawanej (naddatku obróbkowego jednostronnego) można wyznaczyć wykorzystując wzór Kowana:
![]()
gdzie:
- T – tolerancja wymiaru dla poprzedzającej obróbki (operacji technologicznej) dla danej powierzchni obrabianej, przy czym wykorzystuje się wyłącznie odchyłkę w głąb nateriału;
- H – średnia wysokość chropowatości obrabianej powierzchni dla poprzedzającej operacji technologicznej – parametr Rz;
- W – grubość warstwy uszkodzonej, którą przyjmuje się arbitralnie na podstawie danych tabelarycznych lub własnego doświadczenia (tabela 1);
- S – wypadkowe przesunięcie, zwichrowanie, skrzywienie osi powiązanych powierzchni przedmiotu obrabianego w poprzedzającej operacji technologicznej;
- e – błąd ustalenia i zamocowania przedmiotu obrabianego.
Współcześnie analiza uchwytów obróbkowych mająca na ceku wyznaczenie błędów ustalenia i mocowania nie jest przekazywana w stopniu wystarczającym. Konstruowanie i analiza oprzyrządowania technologicznego należy do jednych z najbardziej skomplikowanych zagadnień technologicznego przygotowania produkcji.
Przy wyznaczaniu naddatku dwustronnego (symetrycznego) powyższy wzór przyjmuje postać:
![]()
Naddatek całkowity dla uzależniony jest przede wszystkim od głębokości warstwy uszkodzonej (np. wtrącenia, zgorzele, pęknięcia) W oraz tolerancji wymiaru półfabrykatu. Należy przyjąć, iż minimalna wartość naddatku obróbkowego powinna być większa od grubości/głębokości warstwy uszkodzonej W.
W przypadku gdy półfabrykat stanowi odkuwka lub odlew wartości naddatków dobrać można z danych normatywnych. Obecnie (na dzień 02.01.2016) ważne normy odnoszące się w swojej treści do naddatków obróbkowych przedstawiono w tabeli 2.
| Normy: | ||
|---|---|---|
| PN-EN 12420:2014-10 | Miedź i stopy miedzi. Odkuwki | M.in. skład chemiczny, wymagane własności i tolerancje wymiarów odkuwek matrycowanych i odkuwek swobodnie kutych z miedzi i stopów miedzi. |
| PN-H-94502:1999 | Pręty i odkuwki stalowe swobodnie kute, wstępnie obrobione mechanicznie. Naddatki i tolerancje | M.in. tablice określające naddatki i odchyłki wymiarowe dla poszczególnych rodzajów odkuwek. Metody obliczania wymiarów dla poszczególnych rodzajów odkuwek, oraz przykłady obliczeń. |
| PN-EN 10243-1:2002 | Stalowe odkuwki matrycowane. Tolerancje wymiarów. Część 1: Odkuwki kute na młotach i prasach | |
| PN-EN ISO 8062-3:2009 | Specyfikacje geometrii wyrobów (GPS) -- Tolerancje wymiarowe i geometryczne wyrobów formowanych -- Część 3: Ogólne tolerancje wymiarowe i geometryczne oraz naddatki na obróbkę skrawaniem odlewów | |
Liczba operacji technologicznych
Wyznaczenie wskaźnika Ko wymaganego wzrostu dokładności pozwala na określenie orientacyjnej liczby operacji technologicznych, które należy przeprowadzić by efekt jakościowy obróbki (wytworzony produkt końcowy) spełniał założone wymagania – wzór:

gdzie: Tpolf – wartość tolerancji półfabrykatu; T – wartość tolerancji wymiaru maksymalnej średnicy zewnętrznej gotowego przedmiotu.
Znaczenie wartości wskaźnika Ko przedstawiono w tabeli 3.
| Tabela 3. Przybliżona liczba operacji. | |
|---|---|
| Ko≤10 | wystarczy 1 operacja technologiczna |
10| należy zastosować 2 operacje technologiczne |
|
| Ko>50 | należy stosować 3 operacje technologiczne |
Liczba operacji jest orientacyjna. Możliwości technologiczne (środki, techniki, obrabiarki) decydują o realnych możliwościach i rzeczywistej liczbie operacji technologicznych.

Ilustracja 3. Algorytm określania naddatków metodą analityczno-obliczeniową.
Ilustracja 3 przedstawia postępowanie przy wyznaczaniu naddatków z użyciem metody analityczno-obliczeniowej. Przy wyznaczaniu nominalnej wartości naddatku operacyjnego dla pierwszej operacji należy uwzględnić odpowiednie wielkości T, W, Rz (H), W oraz S (objaśnienie dla wzoru Kowana). Wielkości te uwzględnia się dla każdego etapu obróbki, dla każdej operacji technologicznej.
Stosowane są również normatywy opracowane dla wsparcia technologów przy opracowywaniu procesów technologicznych. Mają one przede wszystkim znaczenie pomocnicze, choć niewątpliwie ich literalne stosowanie nie jest błędem. Aspekt pomocniczy wynika z realiów przemysłowych, w tym stawianych wymagań kosztowych, posiadanego doświadczenia, uwarunkowań środków technicznych obróbki.
Jednym z ośrodków zajmujących się tego typu normatywami jest Instytut Zaawansowanych Technik Wytwarzania w Krakowie (dawniej Instytut Obróbki Skrawaniem).
Naddatki obróbkowe – ich wyznaczenie nie jest zagadnieniem prostym. Wymaga dokładnej analizy i znajomości możliwości technologicznych posiadanych środków technicznych obróbki (obrabiarki, maszyny technologiczne).
Przy obróbce wysokowydajnej (ang. HPM – High Performance Machining) wartość grubości warstwy skrawanej osiąga milimetry, a przy obróbce szybkościowej (ang. HSM – High Speed Machining) grubość warstwy skrawanej to nawet setne części milimetra. Współcześnie analiza doboru parametrów obróbkowych dostarcza technologowi podpowiedzi w zakresie grubości warstw skrawanych (np. SANDVIK COROMANT – CoroPlus Tool Guide). Rodzaj materiału przedmiotu obrabianego, rodzaj materiału ostrza narzędzia, metoda obróbkowa, rodzaj obróbki: zgrubna, kształtująca, wykańczająca to czynniki odgrywające kluczową rolę w doborze parametrów obróbkowych, w tym także grubości i szerokości warstwy skrawanej. O szerokości warstwy skrawanej decydować może również to jakie frezy znajdują się na wyposażeniu. Nie bez znaczenia może okazać się moc napędu głównego. Grubość i szerokość warstwy skrawanej istotnie wpływają się siły skrawania, potrzebny moment, a więc w ramach analizy podczas doboru parametrów za zasadne uznaje się oszacowanie sił skrawania i określenie potrzebnej mocy napędu głównego, a następnie jej porównanie z rzeczywistą mocą napędu głównego wykorzystywanej obrabiarki.
Źródła:
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- Puff T., Technologia budowy maszyn, WNT 1985
- Kapiński S., Skawiński P., Sobieszczański J., Sobolewski J.Z., Projektowanie technologii maszyn, OWPW 2002
Tagged with:
liczba operacji technologicznych naddatek całkowity naddatek operacyjny naddatki naddatki obróbkowe normatywy normy techniczne odkuwki odlewy półfabrykat półfabrykaty proces produkcyjny proces technologiczny przedmiot obrabiany techniki wytwarzania technologia technologiczność ustalenie detalu ustalenie przedmiotu wzór Kowana zamocowanie detalu zamocowanie przedmiotu
About author
Related Articles
-
-

Szkolenia technologiczne SIMP
10 grudnia 2025 -

Druk 3D a inne techniki wytwarzania
30 listopada 2021 -

Podcięcia obróbkowe, technologiczne
16 marca 2021 -

Odkuwka jako półfabrykat – projekt krok po kroku
31 stycznia 2021





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.