


LIECHTI – obrabiarki dedykowane do łopatek
— 1 sierpnia 2017Obrabiarki dedykowane do ściśle określonego rodzaju nie tylko obróbki, ale wyłącznie do jednego rodzaju części nie są często spotykane. Jednak w przypadku kiedy ich stosowanie jest uzasadnione technologicznie i ekonomicznie są takie obrabiarki dedykowane wdrażane do procesu produkcyjnego. W przypadku przemysłu lotniczego wdrażanie nowych technologii zależy od wielu czynników.
W przypadku druku 3D problemem jest konieczność przeprowadzenia kosztownych badań certyfikujących co wynika z potencjalnego wdrożenia całkowicie nowej techniki wytwarzania (druk 3D to tzw. techniki przyrostowe w opozycji do rozumianych jako klasyczne technik ubytkowych). W przypadku druku 3D uzyskuje się odmienne właściwości materiałowe. W konsekwencji konieczne są ponowne badania dopuszczające tak wykonany komponent do stosowania w konstrukcji lotniczej.
Postęp technologiczny ma przede wszystkim charakter jakościowy. W takim ujęciu dedykowane obrabiarki do realizacji jednego rodzaju obróbki, np. łopatek do lotniczych oraz turbin energetycznych są wykorzystywane ze względu na:
- zwiększenie wydajności obróbki;
- podwyższenie parametrów jakościowych (dokładność geometryczna, chropowatość powierzchni);
- poszerzenie zdolności technologicznych (np. możliwość obróbki dysku z łopatkami do silnika lotniczego jako jednego zespolonego/monolitycznego komponentu).
Silniki lotnicze
Na ilustracji 1 pokazano fragment przykładowego turboodrzutowego silnika lotniczego. Składa on się z kilku sekcji: wentylatora (wstępne sprężanie), sprężarki wielostopniowej, komory spalania, turbiny wysokiego ciśnienia oraz turbiny niskiego ciśnienia.

Ilustracja 2. Poglądowy schemat budowy turboodrzutowego silnika lotniczego (źródło: pl.fotolia.com)
Liczba łopatek (nawet do 100 szt. – ilustracja 2) stosowanych w lotniczych silnikach turboodrzutowych plasuje ich wytwarzanie jako produkcję seryjną (wielkoseryjną) przy stosunkowo niewielkiej liczbie samych silników, czy turbin energetycznych.
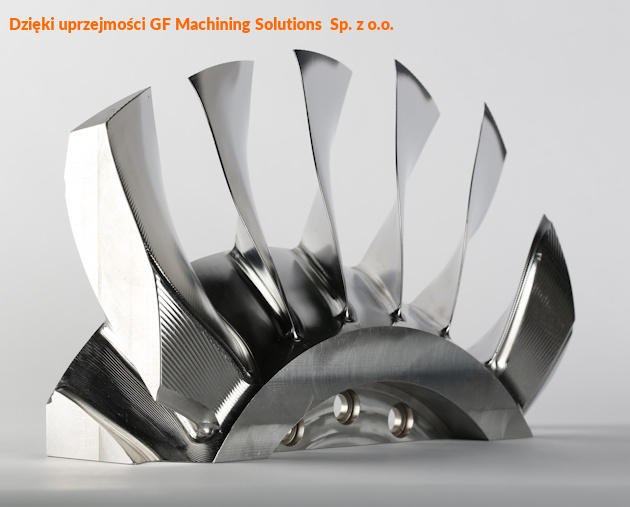
Ilustracja 2. Przykład łopatek wykonanych wraz z dyskiem jako jeden zespolony komponent.
Przykładem 5-osiowych frezarskich centrów obróbkowych CNC są obrabiarki LIECHTI | GF Machining Solutions opracowane wyłącznie do dwóch procesów technologicznych. Pierwszy to obróbka pojedynczych łopatek, a drugi to obróbka dysku z łopatkami jako jednego zespolonego (monolitycznego) elementu (ilustracja 2). Tego typu konstrukcja umożliwia rezygnację z obróbki i stosowania tzw. zamka wielotrapezowego (jodełkowego), który poprzez od 2 do 5 zazębień ma za zadanie równomierne przekazywanie obciążenia na dysk.
Lotnicze silniki turboodrzutowe są konstrukcją o wysokim stopniu skomplikowania, lecz jednocześnie zalicza się je do najbardziej niezawodnych zespołów stosowanych w konstrukcjach lotniczych (pracują nawet powyżej 20.000 h „na skrzydle”).
Łopatki
Łopatki w silnikach lotniczych pracują w ekstremalnych warunkach co wymaga stosowania odpowiednich materiałów, m.in. Ti, Mo, W, Nb, Al, Zr, Re, Ta i inne, które z reguły są materiałami trudnoobrabialnymi.
W przypadku łopatek turbiny wymagane jest by były one dodatkowo chłodzone (specjalna budowa wewnętrzna łopatek – ilustracja 3) co powoduje, że zastosowanie obrabiarek LIECHTI jest ograniczone. Tego typu łopatki wykonywane są głównie poprzez odlewanie.

Ilustracja 3. Poglądowy przykład wewnętrznej budowy łopatki w silniku lotniczym o nieciągłej budowie wewnętrznej.
Z kolei łopatki wirnika ze względu na wymiary gabarytowe, konieczność optymalizowania konstrukcji z kryterium poprawy wytrzymałości i niezawodności cechują się skomplikowanych kształtem. Wytwarzanie łopatek to bardzo odpowiedzialny etap procesu produkcyjnego lotniczego silnika turboodrzutowego. Powodem tego są:
- skomplikowany kształt łopatki;
- konieczność zachowania wysokiej dokładności geometrycznej produktu;
- uzyskania żądanego stanu stanu warstwy wierzchniej;
- właściwości obróbcze (skrawność) stosowanych materiałów;
- czasochłonność obróbki;
- realizacja procedur kontroli technicznej (specjalistyczne oprzyrządowanie);
- wysokowykwalifikowani pracownicy;
Proces technologiczny wykorzystujący jako dominujące ubytkowe techniki wytwarzania wymaga przygotowania półfabrykatów co w przypadku łopatek stanowi wyzwanie, głównie z powodu określonych właściwości materiału. Wykorzystuje się m.in. takie techniki jak matrycowe prasowanie na gorąco, walcowanie na gorąco.
Koszt i czasochłonność wytworzenia łopatek może wynosić od 20 do 35% procesu produkcyjnego całego silnika lotniczego.
Obrabiarki dedykowane – LIECHTI
Biorąc pod uwagę złożoność konstrukcji łopatek, ich procesu technologicznego oraz stawiane im wymagania techniczno-użytkowe stosowanie obrabiarek dedykowanych, takich jak LIECHTI GF Machining Solutions jest uzasadnione zarówno technologicznie jak i ekonomicznie.
LIECHTI GF Machining Solutions oferuje dwie linie obrabiarek:
- do obróbkę dysków i łopatek jako zespolonego komponentu;
- do obróbki pojedynczych łopatek z zamkiem;
Poszczególne modele obrabiarek różnią się między sobą maksymalnymi dopuszczalnymi gabarytami przedmiotów obrabianych. W przypadku obróbki dysku i łopatek jako komponentu zespolonego wymiarem decydującym o wyborze obrabiarki jest średnica obrabianego komponentu (obrabiarki go-Mill 350, 600, 850, 1150 i 1350 – poszczególne wartości to maksymalne średnice przedmiotu obrabianego).
Obrabiarki dedykowane LIECHTI do obróbki pojedynczej łopatki to go-Mill 350, Turbomill 800i, 800g, 800gTwin, 1400i oraz odmiana g i gTwin, Turbomill 2000gx i gxTwin oraz Turbomill 2600gx. Rozszerzenie Twin oznacza, iż obrabiarka umożliwia jednoczesną obróbkę dwóch łopatek w tym samym czasie (dwa wrzeciona) – ilustracja 4. Tego typu rozwiązanie stanowi przejęcie sprawdzonej metody optymalizacji procesu technologicznego z przemysłu samochodowego. Kryterium nadrzędnym niemal zawsze są koszty, a do „podrzędnych” zalicza się skrócenie czasu obróbki. W przypadku obrabiarek dwuwrzecionowych umożliwia się jednoczesną obróbkę dwóch komponentów.

Ilustracja 4. Przykład obrabiarki GF Machining Solutions Liechti typu Twin – jednoczesna obróbka dwóch łopatek.
Analiza stanu przypadku (case study)

Ilustracja 5. Przykład pojedynczej łopatki z zamkiem jodełkowym.
Przedstawiona na ilustracji 2 zespolony komponent dysku i łopatek wymagał 3h obróbki na jedną łopatkę, a w sumie 72h na całość komponentu. Uzyskana chropowatość powierzchni łopatki wyniosła Ra0,6.
Pojedyncza łopatka z zamkiem pokazana na ilustracji 5 ma wysokości 130 mm i została wykonana na obrabiarce Liechti go-Mill 350 w ciągu 25 minut. Uzyskana chropowatość powierzchni łopatki to Ra1,6.
Przedstawione poglądowo obrabiarki LIECHTI | GF Machining Solutions stanowią zaawansowane konstrukcje zaawansowanych maszyn technologicznych.
Źródła
- Materiały informacyjne GF Machining Solutions
- Godzimirski J., Nowe technologie lotniczych silników turbinowych, Prace Instytutu Lotnictwa Nr 213 str. 22-3
Tagged with:
dolina lotnicza frezowanie GF Machining Solutions LIECHTI łopatki łopatki silnia lotniczego obrabiarki obrabiarki dedykowane obróbka 5 osiowa obróbka pięcioosiowa obróbka skrawaniem optymalizacja obróbki skrawaniem optymalizacja procesu technologicznego półfabrykat przedmiot obrabiany przemysł lotniczy silnik lotniczy silniki lotnicze skrawanie techniki wytwarzania technologia
About author
Related Articles
-
-

Szkolenia technologiczne SIMP
10 grudnia 2025 -

Druk 3D a inne techniki wytwarzania
30 listopada 2021 -

Tokarka uniwersalna, budowa i możliwe obróbki – podstawy
30 kwietnia 2021 -

Podcięcia obróbkowe, technologiczne
16 marca 2021





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.