


Toczenie powierzchni walcowych – wałki
— 3 stycznia 2017Toczenie zewnętrznych powierzchni walcowych (obróbka skrawaniem) jest jednym z najpowszechniejszych i typowych zabiegów technologicznych realizowanych na obrabiarkach skrawających, głównie tokarkach oraz frezarko-tokarkach lub wielofunkcyjnych obrabiarkach CNC. W ostatnich latach coraz więcej pionowych centrów obróbkowych CNC wyposażona jest w opcję toczenia.
Obróbka powierzchni toczeniem polega na złożeniu dwóch ruchów składowych:
- ruchu obrotowego przedmiotu obrabianego (ruch główny);
- ruchu posuwowego narzędzia.
TEWY 1/2017 (12), Toczenie powierzchni walcowych – wałki 2.27 MB 4545 pobierania
Toczenie powierzchni walcowych – wałki - wpływ kąta przystawienia KAPR. ...Do wykonywania zabiegów toczenia i wytaczania służą przede wszystkim maszyny technologiczne – tokarki (ilustracja 1a i b). Toczenie i wytaczanie oraz wiercenie realizowane na tokarkach pozwala na kształtowanie powierzchni brył obrotowych.

Ilustracja 1.a. Strefa obróbkowa dwuwrzecionowego centrum tokarskiego CNC

Ilustracja 1.b. Tokarka konwencjonalna
W kontekście jakościowym (dokładnościowym) wyróżnia się trzy następujące rodzaje obróbki:
- zgrubna – uzyskiwane klasy dokładności IT13-16;
- średnio dokładna (kształtująca) – uzyskiwane klasy dokładności IT11-12;
- dokładna (kształtująca) – uzyskiwane klasy dokładności IT8-10;
- bardzo dokładna – uzyskiwane klasy dokładności IT6-7.
Ze względu na kształt przedmiotu obrabianego, obrabianą powierzchnię wyróżnia się następujące rodzaje zabiegów toczenia:
- wzdłużne: powierzchnie wewnętrzne i zewnętrzne – wytaczanie, roztaczanie, gwintowanie, wykonanie rowków czołowych (ilustracja 2 a i b);
- poprzeczne: powierzchnie czołowe (planowanie), przecinanie, podcinanie, wykonanie rowków wewnętrznych oraz zewnętrznych;
- kształtowe: narzędzia (noże) kształtowe, punktowe, obróbka obwiedniowa narzędziami kształtowymi – wykorzystanie kopiału oraz sterowania numerycznego.

Ilustracja 2a. Toczenie wzdłużne zgrubne – (c) SANDVIK Sp. z o.o.

Ilustracja 2b. Toczenie wzdłużne kształtujące – (c) SANDVIK Sp. z o.o.
Obróbka zgrubna i kształtująca
Powierzchnie walcowe (wewnętrzne i zewnętrzne) występują w takich klasach części jak: wał, tuleja i tarcza oraz w częściach o przecinających się osiach, a także w półfabrykatach typu pręt.
Toczenie wykorzystywane jest przede wszystkim do obróbki zgrubnej (ilustracja 3) i kształtującej. Obróbka wykańczająca jest przeprowadzana z wykorzystaniem głównie szlifowania. Współczesne możliwości technologiczne tokarek CNC pozwalają na przeprowadzanie obróbki bardzo dokładnej. W artykule Jakość w technikach wytwarzania zamieszczono informacje o możliwościach wybranych technik i metod obróbkowych w kontekście parametrów jakościowych (dokładność wymiarów geometrycznych – klasa dokładności ISO oraz chropowatości powierzchni), w tym toczenie powierzchni cylindrycznych. Tego typu dane należy traktować jako przybliżone ale dzięki nim można zaznajomić się z możliwościami różnych technik i metod obróbkowych co pomaga w ich doborze.

Ilustracja 3. Toczenie wzdłużne – obróbka zgrubna – (c) SANDVIK Polska Sp. z o.o.
Rodzaje tokarek:
- tokarki kłowo-uchwytowe (ilustracja 1.b) uniwersalne ze śrubą pociągową;
- tokarki produkcyjne, bez śruby pociągowej;
- tokarki wielonarzędziowe;
- tokarki kopiarki;
- automaty tokarskie wzdłużne;
- tokarskie centra obróbkowe CNC.
Parametry obróbkowe
Jak pokazuje ilustracja 3 toczenie zgrubne jest obróbką intensywną o dużym przekroju warstwy skrawanej co oznacza duże siły skrawania i znaczną zapotrzebowanie na moc napędu głównego. W przypadku obróbki zgrubnej dokładność geometryczna oraz chropowatość powierzchni nie są czynnikami najistotniejszymi. Wstępnie głębokość skrawania przyjmuje się jako równą naddatkowi. W przypadku dużej ilości materiału do usunięcia określa się liczbę niezbędnych przejść narzędzia (głębokość skrawania jest wielokrotnie mniejsza od naddatku całkowitego). Posuw roboczy ustawia się możliwie duży.
W obróbce kształtującej (wymiarowej) stosuje się niewielkie głębokości skrawania (małe pola przekroju warstwy skrawanej). Zapotrzebowanie na moc napędu głównego nie jest tak istotna jak w toczeniu zgrubnym. Najważniejszymi parametrami są:
- prędkość skrawania – jak największa – większa gładkość powierzchni obrobionej;
- posuw roboczy – w zależności od żądanej chropowatości powierzchni.
Wpływ kąta przystawienia
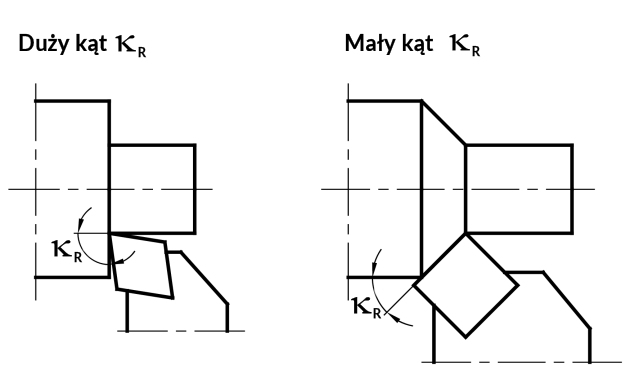
Ilustracja 4. Kąt przystawienia – KAPR
| duży kąt przystawienia κR | mały kąt przystawienia κR |
|
|
Wielkość płytki związana jest przede wszystkim z największą możliwą głębokością skrawania ap. Duży promień naroża płytki pozwala na stosowanie większych posuwów roboczych i zwiększyć bezpieczeństwo ostrza. Jednak w przypadku tendencji do występowania drgań należy zastosować płytkę o mniejszym promieniu naroża.
Źródła
- Zawora J., Podstawy technologii maszyn, WSiP 2001
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- SANDVIK – Poradnik tokarski
TEWY 1/2017 (12), Toczenie powierzchni walcowych – wałki 2.27 MB 4545 pobierania
Toczenie powierzchni walcowych – wałki - wpływ kąta przystawienia KAPR. ...
Tagged with:
obrabiarki półfabrykat proces technologiczny proces technologiczny wałka przedmiot obrabiany techniki wytwarzania toczenie uchwyt trójszczękowy uchwyty tokarskie ustalenie detalu ustalenie i zamocowanie ustalenie przedmiotu wałek wytaczanie zamocowanie detalu zamocowanie przedmiotu
About author
Related Articles
-
-

Szkolenia technologiczne SIMP
10 grudnia 2025 -

STOM 2023 naprawdę wyjątkowe
10 kwietnia 2023 -

Druk 3D a inne techniki wytwarzania
30 listopada 2021 -

Frezarka konwencjonalna pionowa
29 lipca 2021





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.