


Wiertłogwintownik – historia procesu technologicznego
— 11 maja 2018W latach 1997-2000 odbywałem praktyki dyplomowe, a potem pracowałem w F.W.P. VIS podówczas S.A. jako konstruktor narzędzi skrawających. Projektowałem przede wszystkim gwintowniki. W ramach pracy zrealizowałem pracę dyplomową magisterską (wówczas były studia jednolite) pt. „Projekt narzędzia zespolonego wiertłogwintownika”. Wykorzystywanie tego typu narzędzi umożliwia zmniejszanie czasów pomocniczych w ramach normy czasów technologicznych. W przypadku narzędzi zespolonych minimalizuje się czas potrzebny na wymianę narzędzia. Wiertłogwintownik (ilustracja 1) stosuje się do wykonywania otworów przelotowych i ich gwintowania na pełnej długości otworu lub jego fragmencie. Maksymalna długość otworu gwintowanego równa jest podwojonej średnicy wiertła.
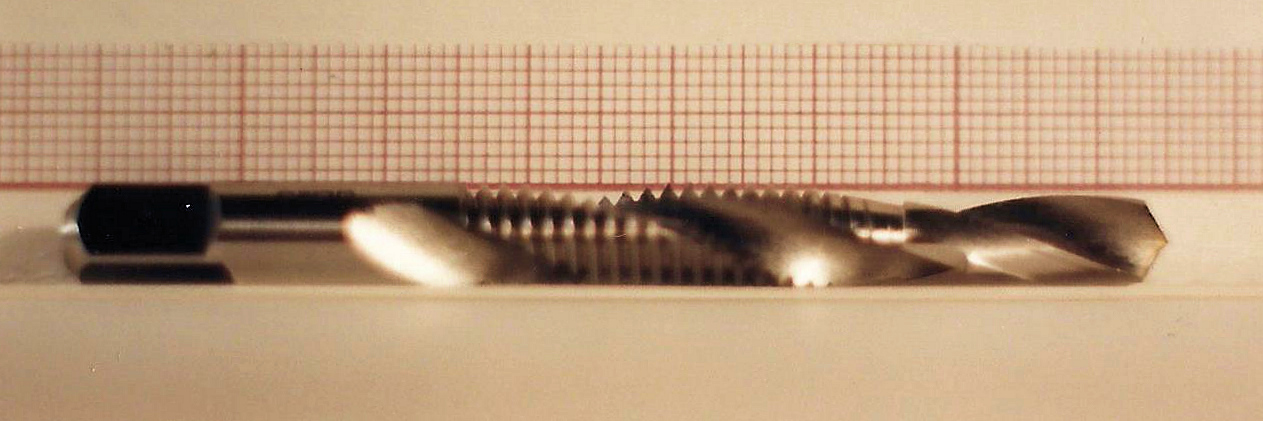
Ilustracja 1. Przykład wiertłogwintownika F.W.P. VIS S.A.
Wiertłogwintownik został opracowany jako narzędzie dedykowane dla obrabiarek CNC. W pierwszej kolejności następuje wiercenie otworu, następnie po zmianie parametrów obróbkowych (prędkość obrotowa, posuw wgłębny) przeprowadzany jest zabieg gwintowania wykonanego otworu. Kluczową cechą umożliwiającą wykorzystanie tego typu narzędzi jest możliwość zmiany parametrów obróbkowych w trakcie procesu skrawania.
Z ekonomicznego punktu widzenia wiertłogwintownik w ówczesnych warunkach i możliwościach technologicznych był narzędziem stosunkowo drogim. Taki stan rzeczy powodował, iż zalecano jego stosowanie w przypadku produkcji seryjnej lub przy konieczności wykonania w przedmiocie wielu przelotowych gwintowanych otworów. Wówczas panowało przekonanie, że wdrażanie narzędzi zespolonych zapewnia elastyczniejszy dobór narzędzi na różne obrabiarki i umożliwia zmniejszenie koniecznego stanu magazynowego nawet o 25%.
Konstrukcja
Na etapie opracowywania założeń konstrukcyjnych przyjęto zastosowanie dwóch prawych śrubowych rowków wiórowych. Celem jest zapewnienie jak najefektywniejszego usuwania wiórów ze strefy skrawania. Rowki prawe są korzystniejsze również w przypadku gwintownika, szczególnie na etapie rozpoczynania gwintowania. Konstrukcja wiertłogwintownika została przez gwintownik, w tym zarys i przebieg rowka wiórowego. W wyniku tego uzyskano krzywoliniową krawędź skrawającą w wiertle choć według [KS1973] krawędź ta powinna być prostoliniowa. Z drugiej strony wytwarzane są wiertła o krzywoliniowej krawędzi skrawającej. Warunkiem jest zachowanie symetryczności kształtu względem środka w płaszczyźnie prostopadłej do osi symetrii narzędzia (równomierny rozkład sił skrawania).
Proces technologiczny
Proces technologiczny wiertłogwintownika był opracowany wyłącznie z wykorzystaniem obrabiarek konwencjonalnych i składał się z 23 operacji technologicznych.
| Lp.: | Opis operacji technologicznej: | Szkic technologiczny: |
| 10 | Cięcie pręta, obróbka powierzchni czołowych z obu stron, toczenie zgrubne średnicy wiertła, wykonanie wstępne nakroju, zgrubna obróbka części zewnętrznej gwintownika oraz części chwytowej. |  |
| 20 | Frezować lub szlifować zabierak kwadratowy. |  |
| 30 | Szlifować nakiełek od strony wiertła. |  |
| 40 | Szlifować nakiełek zewnętrzny od strony zabieraka kwadratowego. |  |
| 50 | OC w atmosferze gazów obojętnych. | |
| 60 | Czyszczenie. | |
| 70 | KT międzyoperacyjna. | |
| 80 | Prostowanie. |  |
| 90 | Szlifowanie nakiełka zewnętrznego od strony wiertła. |  |
| 100 | Szlifowanie nakiełka od strony zabieraka kwadratowego |  |
| 110 | Szlifowanie części chwytowej na okrągło. |  |
| 120 | Szlifowanie części gwintownika na okrągło. |  |
| 130 | Szlifowanie części wiertła na okrągło. |  |
| 140 | Szlifowanie szyjki technologicznej. |  |
| 150 | Szlifowanie rowka wiórowego oraz ścinu na wiertle. |  |
| 160 | Szlifowanie nakroju. |  |
| 170 | Szlifowanie zarysu gwintu; wykonanie zatoczenia i zbieżności w kierunku chwytu. |  |
| 180 | KT międzyoperacyjna. | |
| 190 | Wykonanie łysinki. Szlifowanie powierzchni przyłożenia wiertła. | Ustalenie i zamocowanie jak w operacji 170. |
| 200 | Ostrzenie wiertła i usunięcie nakiełka. |  |
| 210 | Cechowanie elektrochemiczne. | |
| 220 | KT ostateczna. | |
| 230 | Konserwacja i pakowanie. |
Operacja 40 – zabierak kwadratowy
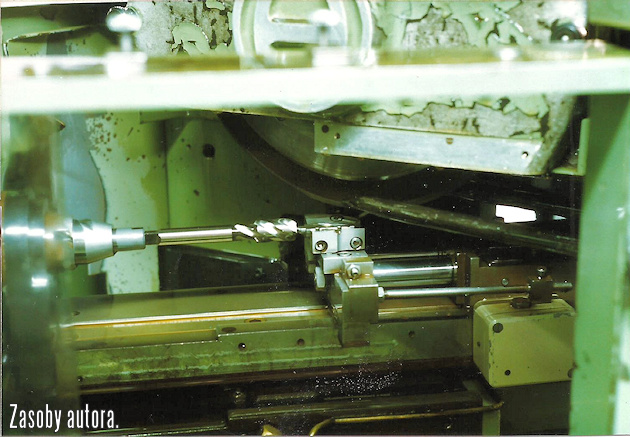
Zabierak kwadratowy był wykonywany poprzez obróbkę szlifowaniem lub poprzez frezowanie. W tym drugim przypadku głowice frezarskie były wyposażone we dwie płytki z węglików spiekanych (ilustracja 2). Przedmiot obrabiany był podawany automatycznie z wykorzystaniem układu pneumatycznego podajnika (ilustracja 3).

Ilustracja 2. Jedna z dwóch głowic do frezowania zabieraka kwadratowego.

Ilustracja 3. Widok od strony podajnika przedmiotów obrabianych – obrabiarka do frezowania zabieraka kwadratowego.
Jednocześnie były obrabiane dwa przedmioty, które obracały się po okręgu. Wewnątrz okręgu znajdowały się dwie stacjonarne głowice frezarskie. Głowice obrabiały jednocześnie dwie naprzeciwległe powierzchnie zabieraka kwadratowego.
Nakiełki zewnętrzne
Nakiełki zewnętrzne wykonywane były na szlifierce do wałków odpowiednio skonfigurowanej tak by możliwa była obróbka powierzchni stożkowej czoła przedmiotu. Stosowano specjalny ochwyt obróbkowy (ilustracja 4). Zadaniem uchwytu było ustalenie kątowe przedmiotu względem ściernicy, zapewnienie żądanej dokładności geometrycznej obróbki oraz jej powtarzalność. W efekcie końcowym tej operacji technologicznej oś obrabianego przedmiotu winna pokrywać się z osią stożka wykonanego nakiełka zewnętrznego.

Ilustracja 4. Uchwyt specjalny dla szlifowania nakiełków zewnętrznych.
Obróbka cieplna
Celem obróbki cieplnej jest uzyskanie żądanej twardości warstwy wierzchniej – 63÷65 HRC. Wiertłogwintownik wykonany był ze stali szybkotnącej, która cechuje się niezbyt dużą przewodnością cieplną co stanowi czynnik sprzyjający powstawaniu pęknięć.
Rowek wiórowy
Na szlifierce dedykowanej do obróbki powierzchni śrubowych obrabiany był rowek wiórowy. Opracowywanie parametrów obróbkowych dla konkretnej szlifierki (firmy Hertlein – ilustracja 5) było realizowane na podstawie innej pracy zrealizowanej wspólnie z podówczas istniejącym ITM WIP PW a F.W.P. VIS S.A. Ze względu na fakt, iż zarys rowka wiórowego kształtuje powierzchnię natarcia gwintownika stanowi istotne zadanie technologiczne.
Ilustracja 5. Strefa robocza szlifierki firmy Hertlein z uchwytem obróbkowym z gwintownikiem.
W przypadku obróbki powierzchni śrubowych często występuje zjawisko podcinania. Wynika to z przyjętych założeń dla algorytmów obliczeniowych na podstawie, których wyznacza się dane konstrukcyjne narzędzia oraz parametry obróbkowe. Rzeczywista powierzchnia obarczona jest mikronierównościami i błędami przypadkowymi. Podczas szlifowania rowka wiórowego nadawano także wymiar ścina wiertła. Wykonanie rowka wiórowego wiertłogwintownika wymagało stosowania na szlifierce kopiału odwzorującego przebieg linii śrubowej rowków wiórowych (ilustracja 6).

Ilustracja 6. Kopiał odwzorujący linię śrubową rowka wiórowego wiertłogwintownika.
Obróbka gwintu
Zarys gwintu był obrabiany poprzez jego szlifowanie (szlifierki Matrix). Stosowano dwie metody: szlifowanie przelotowe oraz wgłębne w zależności od rodzaju zastosowanej ściernicy (pojedyncza, wielokrotna – ilustracja odpowiednio 7 i 8) i jej ustawienia w położeniu roboczym.

Ilustracja 7. Przestrzeń obróbkowa szlifierki ze ściernicą pojedynczą do obróbki zarysu gwintu.

Ilustracja 8. Przestrzeń obróbkowa szlifierki ze ściernicą wielokrotną do obróbki zarysu gwintu.
Szlifowanie przelotowe realizowane było ściernicą pojedynczą lub wielokrotną, przeważnie pojedynczą. Oś ściernicy może być ustawiona równolegle do osi obrabianego narzędzia lub pod określonym kątem. Obróbkę przeprowadzało się w kilku przejściach ściernicy. Ściernice wielokrotne przyczyniały się do podnoszenia wydajności.
W szlifowaniu wgłębny stosowana był wyłącznie ściernica wielokrotna o osi przeważnie ustawionej równolegle do osi obrabianego narzędzia. W pierwszym etapie ściernica zagłębia się stopniowo w wiertłogwintownik w części gwintownika, aż do uzyskania głębokości odpowiadającej pełnej głębokości gwintu. W drugim etapie przedmiot obrabiany wykonuje pełen obrót co pozwala na obrókę gwintu na całym obwodzie. Droga szlifowanego wgłębnie wiertłogwintownika ograniczona jest do jednego skoku, a liczba przejść została zredukowana do jednego.
W przypadku gdy długość szlifowanego gwintu przekracza szerokość dostępnych ściernicy obróbka dzielona jest ja zabiegi, których liczbę uzyskuje się dzieląc długość gwintu przez szerokość ściernicy z zaokrągleniem w górę do pełnej wartości.
Ściernica wgłębna wymaga ukształtowania zarysu gwintu poprzez wygniatanie co zapewnia lepsze właściwości skrawne. Na ilustracji 8 przedstawiono zarys gwintu wiertłogwintownika.

Ilustracja 9. Fragment części wiertła, przejście (nakrój) gwintownika i część gwintownika. Dwa rowki wiórowe.
Wiertłogwintownik – podsumowanie
Niemal 20 lat temu tak przebiegał proces technologiczny wirtłogwintownika, wyłącznie na bazie obrabiarek konwencjonalnych. Współcześnie tego typu produkcja z wykorzystaniem szlifierki CNC byłaby zapewne realizowana w dwóch lub trzech operacjach. Jakościowy aspekt postępu technologiczny umożliwia daleko idące modyfikacje i optymalizacje procesów technologicznych.
W ujęciu dydaktycznym proces technologiczny realizowany wyłącznie z wykorzystaniem obrabiarek konwencjonalnych zapewnia efektywniejsze zapoznanie się z doborem baz technologicznych, wpływem kolejności obróbki poszczególnych powierzchni.
Źródła
- [MR1998] Morek R., Praca dyplomowa magisterska pt. projekt narzędzia zespolonego wiertłogwintownika, WIP, Politechnika Warszawska 1998
- [KS1973] Kunstetter S., Narzędzia skrawające do metali. Konstrukcja, WNT 1973
Tagged with:
gwintownik gwintowniki narzędzia narzędzia skrawające narzędzia zespolone obrabiarki konwencjonalne skrawanie vis wiercenie wiertła wiertłogwintownik
About author
Related Articles
-
-

Frezarka konwencjonalna pionowa
29 lipca 2021 -

Tokarka uniwersalna, budowa i możliwe obróbki – podstawy
30 kwietnia 2021 -

Podcięcia obróbkowe, technologiczne
16 marca 2021 -

Ustalenie kątowe w procesie technologicznym
28 października 2020





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.