


Optymalizacja posuwu frezu
— 25 maja 2015[mr_rating_form]
Skracający się cykl życia produktu, zmiany charakteru produkcji (krótkie serie, produkcja jednostkowa) [CB1] oraz aspekty ekonomiczne to czynniki wpływające na konieczność redukcji kosztów produkcji. Środowisko wokółprodukcyjne wymusza optymalizowanie działań w zakresie technologicznego przygotowania produkcji. Prowadzone są prace z wykorzystaniem różnych metod i różnymi drogami w różnych obszarach:
- organizacja produkcji,
- parametry obróbkowe,
- konstrukcje maszyn technologicznych,
- konstrukcje i materiały narzędziowe,
- strategie obróbkowe,
- dokładność i jakość obróbki,
- kompleksowe systemy sterowania produkcją (np. metody sztucznej inteligencji).
Na czym polega optymalizacja? Przede wszystkim istotne w optymalizacji jest kryterium, bez określenia którego nie można w pełni posługiwać się znaczeniem optymalizacji. Wyróżnia się optymalizację jedno i wielokryterialną. Generalnie celem optymalizacji procesu produkcyjnego jest zmniejszenie kosztów procesu technologicznego. Kryterium skrócenia głównego czasu maszynowego nie musi zawsze oznaczać automatycznego obniżenia kosztów. Na rysunku poniżej przedstawiono normę czasów technologicznych. Wyróżniono kolorem szarym czasy poddawane skróceniu w ramach optymalizacji.
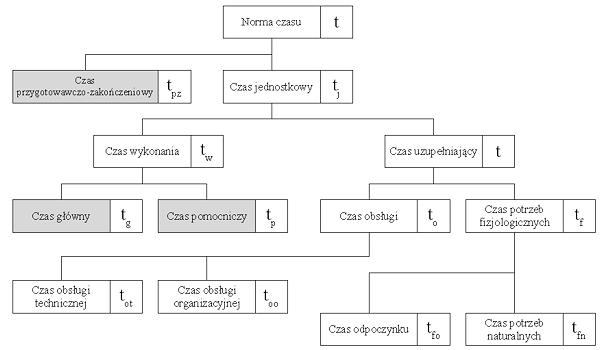
Norma czasów technologicznych.
Nadal aktualnymi zagadnieniami w ramach optymalizacji są:
- inżynierskie bazy wiedzy na potrzeby systemów eksperckich wspomagających w ramach CAM dobór parametrów obróbkowych,
- algorytmy doboru narzędzi dla więcej niż jednego zabiegu technologicznego, umożliwiając obróbkę więcej niż jednego przedmiotu,
- parametry obróbki, w tym ścieżki przebiegu narzędzia (np. dopasowywanie posuwu roboczego względem przekroju warstwy skrawanej),
- zjawiska fizyko-chemiczne zachodzące w ramach procesu obróbki, w tym aspekty dynamiczne takie jak drgania samowzbudne.
Czas potrzebny na obróbkę jest najważniejszych kryterium optymalizacyjnym. Różne są natomiast metody optymalizacji, np. grubość warstwy skrawanej, bilans energetyczny, okres trwałości narzędzia, długość/przebieg ścieżki narzędzia, kąt opasania narzędzia, optymalizacja posuwu. Stosowane są także parametry hybrydowe, polegające na zintegrowaniu np. posuwu roboczego z długością/przebiegiem ścieżki narzędzia. Równoległe do optymalizacji czasu obróbki znaczenie posiada czynnik ekonomiczny kosztów związanych z narzędziami, a przede wszystkim okresem trwałości narzędzia, co nie zawsze łączy się z możliwością zadowalającego skrócenia ogólnie pojętego czasu obróbki.
Skrócenie czasu przekłada się na ograniczenie kosztów wytwarzania, a zatem za nadrzędne kryterium można uznać właśnie kryterium kosztów produkcji.
W celu obniżenia kosztów produkcji konieczne jest podejmowanie działań w warstwie technologicznej:
- usprawnianie istniejących stanowisk wytwórczych [MI1],
- wprowadzanie automatyzacji i robotyzacji [HJ1],
- wdrażanie nowoczesnych technologii (np. obróbka skrawaniem z rodziny HSM) [PM1, ZA1],
- usprawnianie i optymalizowanie procesów technologicznego przygotowania produkcji i procesów technologicznych [SA1, KK1, DC1, FS1, TF1, BKK1]
Etap technologicznego przygotowania produkcji przypomina współcześnie nieustającą iterację, polegającą na wprowadzaniu kolejnych poprawek w kolejnych krokach. Konkurencja wymusza obnianie kosztów produkcji, a zatem za najważniejsze kryterium optymalizacyjne można uznać koszty wytwarzania. W przemyśle, szczególnie w ramach CAM, prowadzone są prace [SA1, ZA1, KK1, BKK1, AMA1] rozwijające różne kryteria optymalizacyjne z wykorzystaniem różnych strategii obróbki, np.:
- czas główny obróbki – frezowanie – przebieg ścieżki (toru) narzędzia,
- okres trwałości narzędzia – frezowanie – kąt opasania narzędzia,
- czas główny obróbki i okres trwałości narzędzia – toczenie, frezowanie – wartość powierzchni przekroju warstwy skrawanej – np. dynamiczne dopasowywanie posuwu,
- czas doboru parametrów obróbki – skrócenie czasu technologicznego przygotowania produkcji poprzez rozwijanie metod doboru parametrów (np. sieci neuronowe, algorytmy genetyczne).
CAM, w tym obróbka wirtualna mają na celu ograniczenie obróbek wstępnych, które w przypadku przemysłu lotniczego są niewskazane. Technolog nie dysponuje czasem na przeprowadzanie eksperymentów z różnymi strategiami produkcji [ZA1, ML1], co skłania do opracowywania systemów wspierających technologiczne przygotowanie produkcji, a w tym analizowanie w ramach wirtualnych obrabiarek różnych strategii obróbki. Ograniczeniem są także możliwości poszczególnych programów CAM oraz możliwości wdrożeniowe. Według [ZA1, ML1] różnice w czasie maszynowym (głównym) dla różnych strategii obróbki mogą wynosić nawet kilkadziesiąt procent.
W pracy [BKK1] podjęto optymalizację posuwu roboczego przy frezowaniu czołowym, przyjmując że posuw roboczy ma szczególny wpływ na chropowatość powierzchni przedmiotu obrabianego. Przeanalizowano wpływ błędów ustalenia płytek skrawających oraz zmienności posuwu roboczego na dokładność geometryczną i właściwości warstwy wierzchniej (chropowatość).
Opracowano model przewidujący na podstawie błędów ustalenia płytek skrawających oraz parametrów obróbkowych chropowatość powierzchni obrabianej po zakończeniu operacji technologicznej. Badania przeprowadzano pod kątem zaawansowanych systemów obróbkowych, które z założenia ograniczają udział operatorów w obsłudze. Stwierdzono (2001), że metody modelowania chropowatości powierzchni nie uwzględniały błędów ustalenia płytek skrawających co stanowiło zbyt znaczące uproszczenie modelu. Autorzy skupili się wyłącznie na frezowaniu czołowym powierzchni płaskiej. Tematem badań był wpływ różnic wzajemnych ustawień płytek skrawających w głowicy narzędziowej frezu w połączeniu z wartością posuwu roboczego na chropowatość powierzchni przedmiotu obrobionego.
Opracowano model matematyczny operujący w płaszczyźnie, stanowiącej odpowiednik płaszczyzny przekroju prostopadłego do powierzchni obrobionej równoległej do prostej ścieżki przebiegu narzędzia. W wyniku badań stwierdzono, że uzyskana w wyniku obróbki chropowatość powierzchni nie zależy od wszystkich płytek zamontowanych w głowicy narzędziowej lecz jedynie od określonej ich liczby. Jest to spowodowane właśnie różnicami ustawień płytek w głowicy względem siebie (wahają się od -0,032 do +0,005 względem płytki odniesienia). Jeżeli błąd wzajemnego ustawienia nie jest gruby to można założyć, że każda płytka bierze udział w kształtowaniu powierzchni. Zestawiając ruch obrotowy głowicy z ruchem posuwowym poszczególne płytki zakreślają swoją własną ścieżkę. W wyniku złożeniach wszystkich ścieżek następuje zjawisko, które polega na tym, że tylko niektóre płytki odgrywają zasadniczą rolę w kształtowaniu chropowatości. Współczynnik charakteryzujący chropowatość [μm] rośnie wraz ze wzrostem posuwu roboczego [mm/min]. Opracowany model obróbki pozwalał na przeprowadzenie obliczeń chropowatości na poziomie zadowalającym (różnica między pomiarami rzeczywistymi chropowatości a wynikami obliczeń na podstawie modelu wynosiła ok. 3 [μm]). Powszechnie przyjęte i sprawdzone jest, że uzyskanie niskiej chropowatości wymaga dobrania odpowiednio niskiej wartości posuwu roboczego. Im większe były błędy wzajemnego ustawienia płytek w głowicy narzędziowej tym większą uzyskiwano chropowatość. Opracowany model dla frezowania czołowego pozwolił na wyznaczenie właściwej wartości posuwu roboczego dla kryterium maksymalizacji objętości usuwanego materiału z zachowaniem żądanej chropowatości.
Funkcja opisująca zależność chropowatość powierzchni od posuwu nie jest liniowa. Opracowany model i algorytm postępowania wydają się być bardzo uproszczonymi. Jednak uzyskane wyniki na drodze eksperymentalnej potwierdziły jego poprawność. Na rysunku poniżej przedstawiono geometryczne modelowanie chropowatości powierzchni z uwzględnieniem ustalenia płytek skrawających. Numery to kolejne płytki. Płytka nr 3 zaznaczona linią przerywaną nie ma wpływu na chropowatość ze względu właśnie na jej ustalenie w oprawce narzędziowej.

Wpływ ustawienia płytek na chropowatość.
Literatura
- [AMA1] A.M.A. Al-Ahmari, Predictive machinability models for a selected hard material in turning operations, Journal of Materials Processing Technology 190 (2007) str. 305-311
- [BKK1] Dae Kyun Baek, Tae Jo Ko, Hee Sool Kim, Optimization of feedrate in a face milling operation using a surface roughness model, International Journal of Machine Tools & Manufacture 41 (2001) str. 451-462
- [CB1] Futur. Vision, innovation, realisation,Research and Development at the Production Technology Center Berlin, 2007
- [DC1] J.Paulo Davim, C.A. Conceição Antonio, Optimisation of cutting conditions in machining of aluminium matrix composites using a numerical and experimental model, Journal of Materials Processing Technology 112 (2001) str. 78-82
- [FS1] Hsi-Yung Feng, Ning Su, Integrated tool path and feed rate optimaization for the finishing machining of 3D plane surfaces, international Journal of Machine Tools & Manufacture 40 (2000) 1557-1572
- [HJ1] Jerzy Honczarenko, Elastyczna automatyzacja wytwarzania. Obrabiarki i systemy obróbkowe, WNT 2000
- [KK1] P.Krajnik, J.Kopač, Modern machining of die and mould tools, Journal of Materials Processing Technology (2004) str. 543-552
- [MI1] Masaaki Imai, Gemba Kaizen. Zdroworozsądkowe, niskokosztowe podejście do zarządzania, MT Biznes Sp. z o.o. 2006
- [PM1] Morek R., Patrycy A., Obróbka form z wykorzystaniem HSC, Design News (edycja polska) 2007 nr.3(22) rok III, str.32-33, ISSN 1734-0535
- [SA1] Seremak Adam, TrueMill – optymalne wykorzystanie możliwości CNC, Design News, marzec 2007 nr 3 (22) rok III, str.38-39
- [TF1] Sebastian D. Timar, Rida T. Farouki, Time-optimal raversal of curved paths by Cartesian CNC machines under both constant and speed-dependent axis acceleration bounds, Robotics and Computer-Integrated Manufacturing 23 (2007) str. 517–532
- [ZA1] Adam Zalewski, Wybrane zagadnienia CAM – optymalizacja posuwów w obróbce skrawaniem , seminarium naukowe ITM (obecnie ZAOiOS ITW) PW w dn. 07.04.2005
Tagged with:
cam cax czas główny czas pomocniczy czas przygotowawczo-zakończeniowy koszty produkcji norma czasu obrabiarki optymalizacja obróbki skrawaniem optymalizacja posuwu proces technologiczny techniki wytwarzania technologia wytwarzanie
About author
Related Articles
-
-

STOM 2023 naprawdę wyjątkowe
10 kwietnia 2023 -

Czas przygotowawczo-zakończeniowy i czas pomocniczy
27 września 2019 -

Określanie czasu obróbki – czas główny
28 czerwca 2019 -

Magnetyczne uchwyty obróbkowe
15 listopada 2018





OBRABIARKI
-

Szkolenia technologiczne SIMP
— 10 grudnia 2025Szkolenia technologiczne organizowane we współpracy z Ośrodkiem Doskonalenia Kadr SIMP Warszawa.
-

I Mazowieckie Sympozjum Obróbki Skrawaniem. Jak było?
— 10 czerwca 2023Kiedy piszę ten akapit minęło już 23 dni od I Mazowieckiego Sympozjum Obróbki Skrawaniem, jeszcze tydzień i już miesiąc. Dla mnie to tak jakby to było wczoraj. Pół roku przygotowań,…
-

STOM 2023 naprawdę wyjątkowe
— 10 kwietnia 2023Minęło kilka dni od targów STOM 2023. Targi Obróbki Metali, Obrabiarek i Narzędzi STOM-TOOL wraz z imprezami towarzyszącymi zaskoczyły w tym roku od samego początku liczbą dni. Targi trwały nie…
-

Przemysłowa Wiosna w Kielcach 2023
— 8 marca 2023Przemysłowa Wiosna 2023 w Kielcach to dla mnie jedna z najważniejszych, jak nie najważniejsza impreza targowa tego typu w Polsce. Dlaczego targi przemysłowe są tak ważne? Niemal każda branża organizuje…
Leave a reply
You must be logged in to post a comment.